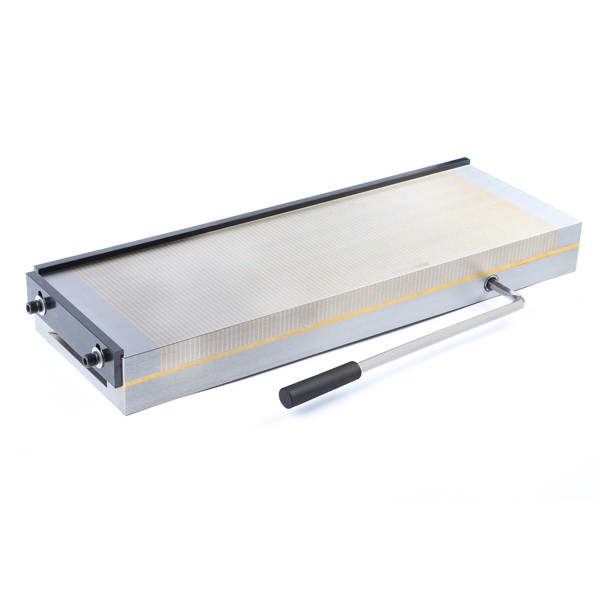
Mandril Magnético de Pólo Fino para Revestimento de Superfície
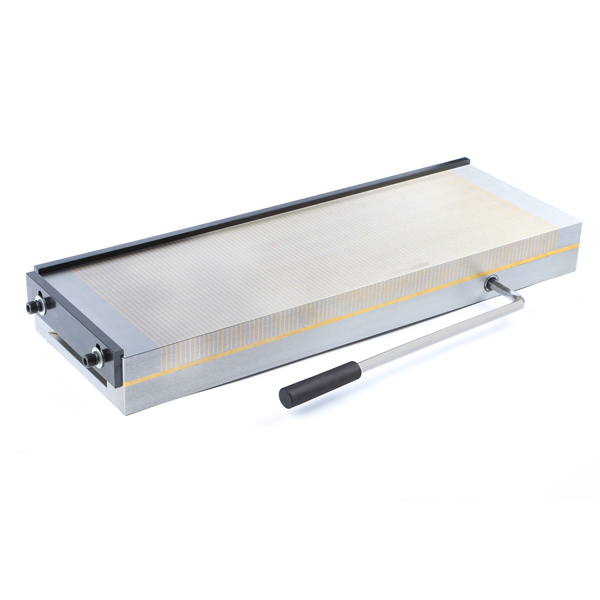
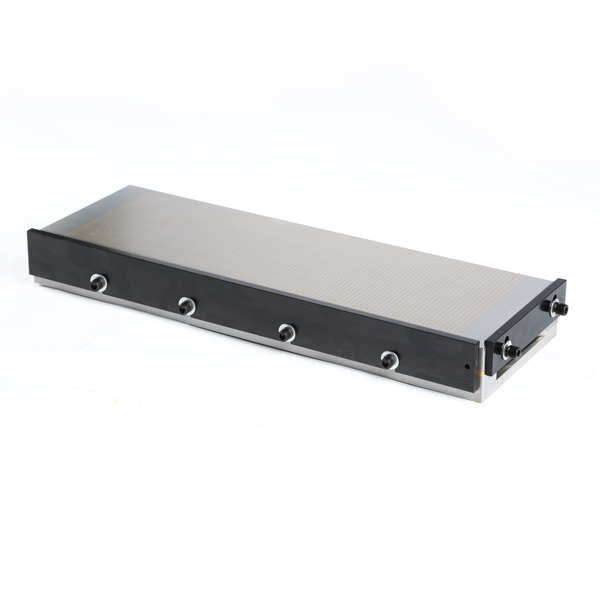
Tool Bees fornece alta qualidademandril magnéticos fabricados de acordo com os mais altos padrões e disponíveis nos tamanhos mais comuns em estoque, os mandris magnéticos são dispositivos modernos que substituem morsas, grampos mecânicos e acessórios, que aceleram seu trabalho durante a usinagem de materiais ferromagnéticos.
Mandris magnéticos podem economizar muito tempo ao prender e soltar componentes usinados, ao mesmo tempo em que tornam a peça de trabalho acessível por 5 lados sem danificar o produto.
As peças de trabalho para usinagem são tradicionalmente mantidas no lugar usando tornos ou acessórios, mas o blank, a fundição ou o forjamento também podem ser mantidos com aderência suficiente para permitir fresamento, torneamento, furação ou retificação.Mandris magnéticos têm sido comumente usados em aplicações de retificação de superfícies, mas agora também estão sendo usados em oficinas mecânicas em geral.
| Nº do pedido | Dimensão | Magnético | Espaçamento | Peso (KG) | ||
| (MILÍMETROS) | Força | (FERRO + COBRE) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 OU 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4,5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7,5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8,5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16,5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19,8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22,6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25,5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31,5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35,5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Benefícios dos mandris magnéticos
Os benefícios dos mandris magnéticos incluem:
Reduzindo a configuração.
Aumentando o acesso aos vários lados de uma peça de trabalho.
Simplificando a retenção de trabalho.
Mandris magnéticos fáceis de operar
Nossas vantagens fornecendo mandris magnéticos:
* Mandris magnéticos garantidos de alta qualidade
* Mandris magnéticos com preço competitivo
Método de uso
1. As ventosas devem ser limpas antes do uso para evitar arranhões que afetem a precisão.
2. Coloque a peça de trabalho na mesa de sucção, depois insira a chave no orifício do eixo e gire 1800 para ON no sentido horário, depois aspire a peça de trabalho para usinagem.
3. use temperatura ambiente entre -400C–500C.Nenhuma batida é necessária para evitar a redução magnética.
4. se a peça de trabalho estiver terminada, insira a chave no orifício do eixo e gire-a 1800 vezes no sentido anti-horário para “OFF”, então a peça de trabalho pode ser removida.
5. Finalize a superfície de trabalho com óleo antiferrugem para evitar corrosão.